
https://emake.gr/wp-content/uploads/Δυναμική-που-επηρεάζει-τη-συρρίκνωση-των-χυτευμένων-εξαρτημάτων-με-έγχυση.jpg
Όπως γνωρίζουν όλοι οι μηχανικοί καλουπιών, η συρρίκνωση είναι ένα ατυχές γεγονός της ζωής. Όλα τα πλαστικά συρρικνώνονται καθώς ψύχονται από παχύρρευστα υγρά σε στερεά και κάθε είδος πλαστικού συρρικνώνεται με ελαφρώς διαφορετικό τρόπο. Και ενώ η εξάλειψη της συρρίκνωσης είναι αδύνατη, η ελαχιστοποίησή της είναι απαραίτητη για τη χύτευση εξαρτημάτων με ακρίβεια.
Συχνά, ο έλεγχος της συρρίκνωσης συμβαίνει εκ των υστέρων, όταν το εργαλείο είναι πλήρες και τα εξαρτήματα λειτουργούν. Χρησιμοποιώντας έναν συνδυασμό προσωπικής εμπειρίας, μορφωμένης εικασίας και δοκιμής και λάθους, οι μηχανικοί καλουπιών κατανοούν τρόπους να αλλάξουν τις ρυθμίσεις της διαδικασίας αρκετά για να μειώσουν το πρόβλημα.
Αυτή η προσέγγιση έχει αποδειχθεί ότι λειτουργεί, αλλά μπορεί να είναι εξαιρετικά χρονοβόρα. Με μια πιο λεπτομερή κατανόηση της συμπεριφοράς συρρίκνωσης και με τη βοήθεια λογισμικού προσομοίωσης, οι μηχανικοί καλουπιών μπορούν να αντιμετωπίσουν τη συρρίκνωση νωρίτερα στη διαδικασία σχεδιασμού, να εξοικονομήσουν χρόνο και να βελτιώσουν την ποιότητα του εξαρτήματος.
Πέντε παράγοντες που επηρεάζουν τη συρρίκνωση
Η συρρίκνωση ξεκινά σε μοριακό επίπεδο όταν τα πλαστικά λιώνουν και κρυώνουν. Ως επί το πλείστον, αυτές οι δυναμικές εξαρτώνται από τον τύπο του υλικού και από το εάν υπάρχει πληρωτικό ή ενισχυτικό ινών. Υπάρχουν επίσης παράγοντες επεξεργασίας και σχεδιασμού ανταλλακτικών που πρέπει να ληφθούν υπόψη.
1. Άμορφα υλικά
Σε κατάσταση ισορροπίας, το ABS, το πολυστυρόλιο, το πολυανθρακικό και άλλα άμορφα πολυμερή έχουν τυχαίο και μπερδεμένο μοριακό προσανατολισμό. Μια συχνή αναλογία είναι το «κύπελλο με σπαγγέτι». Καθώς αυτά τα υλικά λιώνουν, οι δυνάμεις μεταξύ των μορίων εξασθενούν και απομακρύνονται η μία από την άλλη. Επιπλέον, η δύναμη διάτμησης που παρατηρείται κατά τη φάση της έγχυσης αναγκάζει τα μεμονωμένα μόρια να ξετυλίγονται και να ευθυγραμμίζονται με την κατεύθυνση της ροής. Όταν η ροή σταματά, τα μόρια χαλαρώνουν και επιστρέφουν σε κατάσταση τυχαίου προσανατολισμού. Οι διαμοριακές δυνάμεις συνεχίζουν να τα έλκουν πιο κοντά μέχρι να πέσει η θερμοκρασία αρκετά ώστε να παγώσουν στη θέση τους. Αυτές οι δυνάμεις οδηγούν σε ομοιόμορφη συρρίκνωση, αλλά το φαινόμενο χαλάρωσης προκαλεί σημαντικά μεγαλύτερη συστολή προς την κατεύθυνση της ροής.
2. Ημικρυσταλλικά υλικά
Σε αντίθεση με τα άμορφα υλικά, τα ημικρυσταλλικά υλικά έχουν περιοχές με πολύ διατεταγμένες, σφιχτά δεσμευμένες μοριακές δομές. Αντί για ένα μπολ με σπαγγέτι, αυτά τα υλικά μοιάζουν με ελατήρια που συνδέονται με κορδόνια bungee. Όταν λιώνουν, οι κρυσταλλικές δομές χαλαρώνουν και τα μόρια ευθυγραμμίζονται με την κατεύθυνση της ροής, όπως τα άμορφα πολυμερή. Αλλά όταν αυτά τα υλικά κρυώνουν, δεν χαλαρώνουν. Αντίθετα, διατηρούν τον προσανατολισμό τους προς την κατεύθυνση της ροής και τα μόρια αρχίζουν να ανακρυσταλλώνονται, με αποτέλεσμα σημαντικά υψηλότερους ρυθμούς συρρίκνωσης. Σε αυτή την περίπτωση, το αποτέλεσμα είναι πολύ μεγαλύτερο στην κατεύθυνση κάθετη στη ροή. Τα περισσότερα κρυσταλλικά υλικά, όπως το πολυτετραφθοροαιθυλένιο (PTFE), το ισοτακτικό πολυπροπυλένιο και το πολυαιθυλένιο υψηλής πυκνότητας, συρρικνώνονται ακόμη περισσότερο από τα ημικρυσταλλικά υλικά. Καθώς αυτά τα πολυμερή ψύχονται, τα μόρια σχηματίζουν κρυσταλλικές περιοχές. Αυτή η δομή επιτρέπει στο υλικό να ταιριάζει πιο σφιχτά μεταξύ τους, καθιστώντας τα πιο πυκνά και ικανά να συρρικνώνονται περισσότερο.
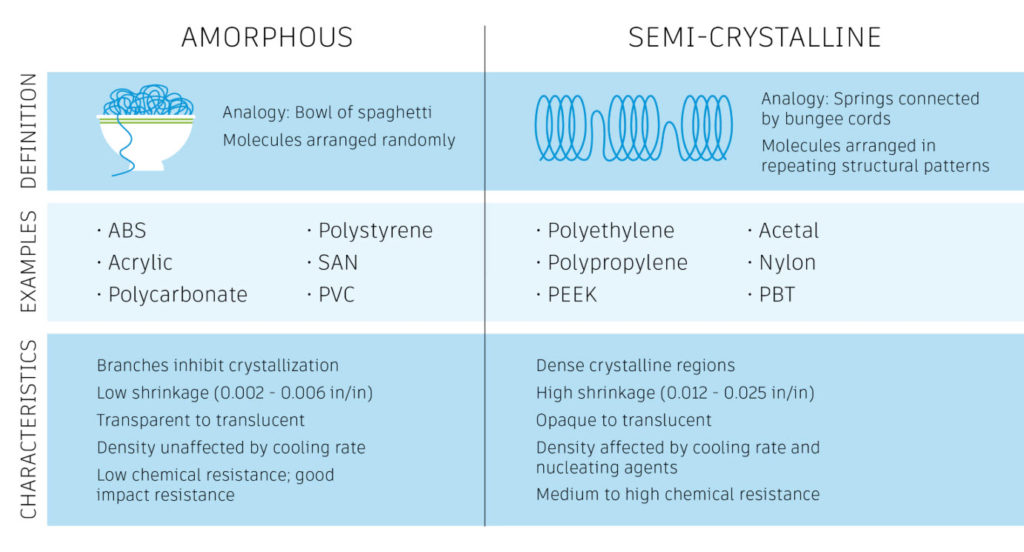
Εικόνα 1: Τα κρυσταλλικά και ημικρυσταλλικά υλικά συρρικνώνονται περισσότερο από τα άμορφα υλικά.
3. Υλικά ενισχυμένα με ίνες και γεμάτα
Όταν οι ίνες εισάγονται στο πλαστικό, μπορεί να εξουδετερώσουν τα φαινόμενα συρρίκνωσης λόγω του μοριακού προσανατολισμού. Οι ίνες δεν διαστέλλονται ούτε συστέλλονται καθώς αλλάζει η θερμοκρασία, επομένως τείνουν να μειώνουν τη συρρίκνωση προς την κατεύθυνση του προσανατολισμού τους και να αυξάνουν τη συρρίκνωση εγκάρσια προς τον προσανατολισμό τους. Τα πολυμερή γεμάτα με μακριές ίνες γυαλιού, για παράδειγμα, θα συρρικνωθούν περισσότερο στην εγκάρσια διεύθυνση παρά στη διαμήκη κατεύθυνση, καθιστώντας τα ακατάλληλα για έργα με κοντινές ανοχές. Οι ρητίνες που είναι γεμάτες γενικά συρρικνώνονται λιγότερο από τις ρητίνες που είναι απλήρωτες. Οι ρητίνες μπορούν να γεμιστούν με διάφορα υλικά, όπως ίνες γυαλιού, ξύλο και μαρμαρυγία, προκειμένου να αλλάξουν οι ιδιότητες ενός εξαρτήματος.
4. Πάχος τοιχώματος
Το πάχος του τοιχώματος είναι ένας παράγοντας συρρίκνωσης επειδή επηρεάζει την ποσότητα της κρυσταλλικότητας στα υλικά, η οποία με τη σειρά της επηρεάζει τη συνολική πιθανή συρρίκνωση. Το μη ομοιόμορφο πάχος τοιχώματος προκαλεί διαφορετικούς ρυθμούς ψύξης σε όλο το τμήμα. Όπου οι τοίχοι είναι λεπτότεροι, η ψύξη είναι ταχύτερη και η κρυσταλλικότητα και η συρρίκνωση είναι χαμηλότερες. Όπου οι τοίχοι είναι παχύτεροι, η ψύξη είναι πιο αργή και η κρυσταλλικότητα και η συρρίκνωση είναι και οι δύο υψηλότερες. Στα άμορφα υλικά, το αυξανόμενο πάχος τοιχώματος τείνει να μειώνει τα φαινόμενα προσανατολισμού. Η διατήρηση ομοιόμορφου πάχους τοιχώματος βοηθά στην αποφυγή διακυμάνσεων στη συρρίκνωση που μπορεί να οδηγήσουν σε παραμόρφωση.
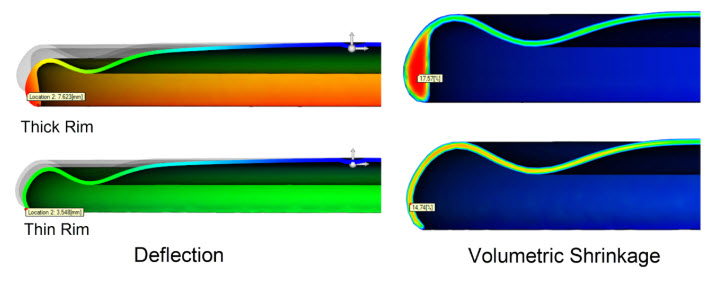
Εικόνα 2: Το παχύ χείλος παρουσιάζει υψηλότερη ογκομετρική συρρίκνωση από το λεπτότερο ονομαστικό τοίχωμα. Η αποτελεσματική συσκευασία του παχύ τμήματος είναι δύσκολη λόγω της σχετικής απόστασης του από την πύλη. Το αποτέλεσμα είναι διακυμάνσεις στη συρρίκνωση που προκαλούν στρέβλωση.
5. Συνθήκες επεξεργασίας
Η προσαρμογή των συνθηκών επεξεργασίας είναι ο πιο οικείος τρόπος για τους μηχανικούς καλουπιών να αντιμετωπίσουν τη συρρίκνωση. Μεταβάλλοντας τις θερμοκρασίες, τις πιέσεις και τους χρόνους συσκευασίας και ψύξης, είναι δυνατό να μετριαστεί η συρρίκνωση. Εφαρμόζοντας πίεση σε ένα υγρό πλαστικό, μπορείτε να συμπιέσετε τα μόρια σε μικρότερο όγκο και στη συνέχεια να εγχύσετε περισσότερο υλικό στο καλούπι για να αντισταθμίσετε τη συρρίκνωση. Η είσοδος από χοντρές περιοχές σε λεπτές περιοχές του εξαρτήματος μπορεί να βοηθήσει σε αυτή την προσπάθεια, παρέχοντας πιο αποτελεσματική συσκευασία για παχύτερα τμήματα. (Με την ίδια λογική, το άνοιγμα από το λεπτό στο σκεπτικό θα προκαλέσει πρώτα το πάγωμα των λεπτών τμημάτων, περιορίζοντας τη συσσώρευση των παχύτερων τμημάτων.) Μια άλλη προσέγγιση για τον μετριασμό της συρρίκνωσης είναι η επιτάχυνση του ρυθμού ψύξης, αφήνοντας λιγότερο χρόνο για να αναπτυχθούν και να αυξηθούν οι κρύσταλλοι συρρίκνωση. Ένα σημαντικό αντάλλαγμα που πρέπει να σημειωθεί είναι ότι η επιτάχυνση του ρυθμού ψύξης μπορεί να μειώσει την κρυσταλλικότητα τόσο πολύ ώστε να υπονομεύσει την απόδοση του εξαρτήματος. Σε αυτές τις περιπτώσεις, το υλικό χάνει τις κρυσταλλικές ιδιότητες που το έκαναν μια κατάλληλη επιλογή για το εξάρτημα εξαρχής. Η μη ομοιόμορφη ψύξη μπορεί επίσης να προκαλέσει διακυμάνσεις στη συρρίκνωση και επακόλουθη στρέβλωση, επομένως θα πρέπει να δίνεται προσοχή ώστε να διασφαλίζεται η ομοιόμορφη ψύξη.
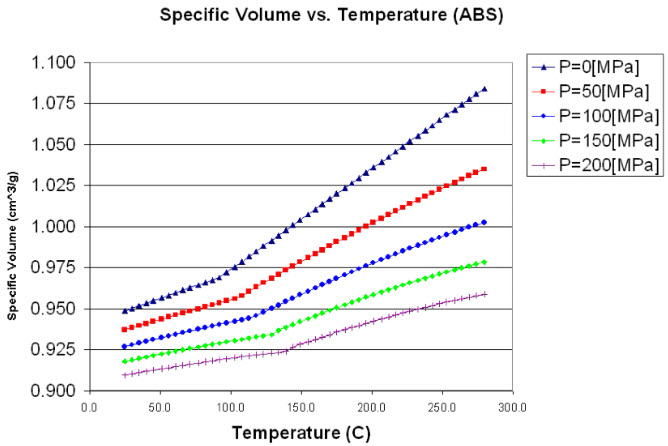
Σχήμα 3: Τα γραφήματα πίεσης, όγκου, θερμοκρασίας (PVT) περιγράφουν πώς συστέλλονται και διαστέλλονται τα πλαστικά υπό διάφορες συνθήκες. Γενικά, κατά την πλήρωση και τη συσκευασία, το πλαστικό συστέλλεται λόγω αυξημένης πίεσης. Κατά την ψύξη, το πλαστικό συστέλλεται λόγω της μειωμένης θερμοκρασίας.
Τύποι συρρίκνωσης
Η συρρίκνωση χαρακτηρίζεται συνήθως με έναν από τους δύο τρόπους: ογκομετρικοό ή γραμμικός.
Η ογκομετρική συρρίκνωση προκαλείται από θερμική συστολή, η οποία επηρεάζει όλα τα πολυμερή, ή/και κρυστάλλωση για ημι-κρυσταλλικά πολυμερή. Περιγράφει τον βαθμό στον οποίο το υλικό αλλάζει σε όγκο καθώς μεταβάλλεται από υγρό σε στερεό. Γενικά, τα πλαστικά μπορούν να συρρικνωθούν έως και 25% κατά τη διαδικασία χύτευσης με έγχυση. Η ογκομετρική συρρίκνωση συστέλλει το εξάρτημα σε όλες τις διαστάσεις.
Η ογκομετρική συρρίκνωση έχει ως αποτέλεσμα γνωστούς τύπους στρέβλωσης. Το «μπολ» εμφανίζεται όταν η περίμετρος έχει περισσότερο όγκο, παραμένει πιο ζεστή και συρρικνώνεται περισσότερο, προκαλώντας την εμφάνιση της κεντρικής περιοχής. Η «σέλα» εμφανίζεται όταν η περίμετρος παγώνει αλλά το κέντρο συνεχίζει να συρρικνώνεται, τραβώντας την περίμετρο προς τα μέσα και αναγκάζοντάς την να λυγίσει ή/και να στρίψει για να διατηρήσει το μήκος της.
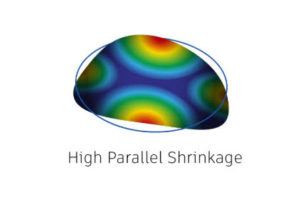
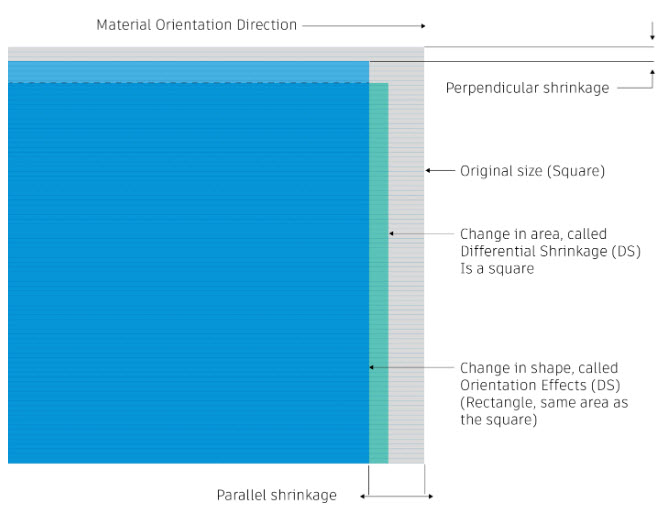
Όταν τα πλαστικά εγχέονται σε ένα καλούπι, υπόκεινται σε ένα νέο σύνολο συνθηκών που επηρεάζουν τον τρόπο συρρίκνωσής τους. Συγκεκριμένα, οι δυνάμεις διάτμησης και οι δυνάμεις επέκτασης δρουν στο πολυμερές κατά τις φάσεις πλήρωσης και πλήρωσης. Τα πλαστικά μόρια τείνουν να ευθυγραμμίζονται προς την κατεύθυνση που ρέει το πολυμερές. Αυτή η ευθυγράμμιση, ή ο προσανατολισμός, καθορίζει τη γραμμική συρρίκνωση. Ο προσανατολισμός μπορεί να ποικίλλει ως προς την κατεύθυνση και το μέγεθος, πράγμα που σημαίνει ότι πολλά πολυμερή συρρικνώνονται περισσότερο παράλληλα με τη ροή και λιγότερο κάθετα στη ροή.
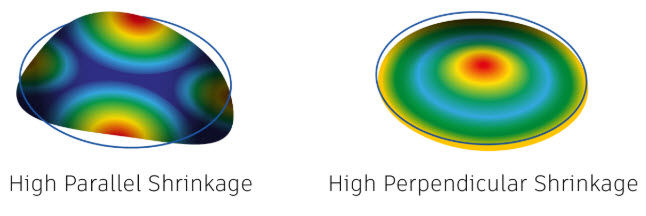
Εικόνα 4: Τα εφέ προσανατολισμού σε ένα τμήμα με κεντρική πύλη δείχνουν τη διαφορά μεταξύ της υψηλής παράλληλης συρρίκνωσης που προκαλεί μια σέλα (αριστερά) και της υψηλής κάθετης συρρίκνωσης που προκαλεί ένα μπολ (δεξιά).
Επεκτατική ροή
Τα φαινόμενα προσανατολισμού μπορούν να ευθυγραμμίσουν τα μόρια με τρόπους που είναι δύσκολο να προβλεφθούν. Σε ορισμένες περιπτώσεις, εκτατικές δυνάμεις μπορούν να αναλάβουν το κέντρο του τμήματος για να ευθυγραμμίσουν τα μόρια κάθετα στη ροή. Η εκτεταμένη ροή είναι ένα εκτεινόμενο μέτωπο ροής ή «συντριβάνι» στο κέντρο του τμήματος που προκαλεί τον προσανατολισμό των αλυσίδων και των πρόσθετων σε πολλαπλές κατευθύνσεις.
Τα ελάσματα δέρματος δεν έχουν διακριτό μοτίβο προσανατολισμού. Τα εξωτερικά ελάσματα μέσα στο παγωμένο στρώμα παρουσιάζουν υψηλούς ρυθμούς διάτμησης και είναι προσανατολισμένα προς την κατεύθυνση της ροής. Τα ελάσματα μετάβασης έχουν μεσαίους ρυθμούς διάτμησης, αλλά χωρίς διακριτό προσανατολισμό. Και τα εσωτερικά ελάσματα έχουν χαμηλότερους ρυθμούς διάτμησης και τείνουν να είναι προσανατολισμένα κάθετα ή εγκάρσια στη ροή. Όσο πιο παχύ είναι το τμήμα, τόσο μεγαλύτερη επιρροή τείνει να έχει η εκτατική ροή. Ο τύπος και η θέση πύλης μπορούν επίσης να συμβάλουν σε αυτό το αποτέλεσμα.
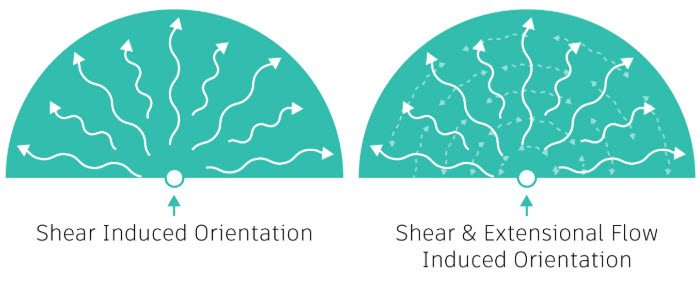
Εικόνα 5: Συγκρίνετε φαινόμενα προσανατολισμού που προκαλούνται από καθαρά διάτμηση με εκείνα που προκαλούνται από τη διάτμηση και την εκτατική ροή.
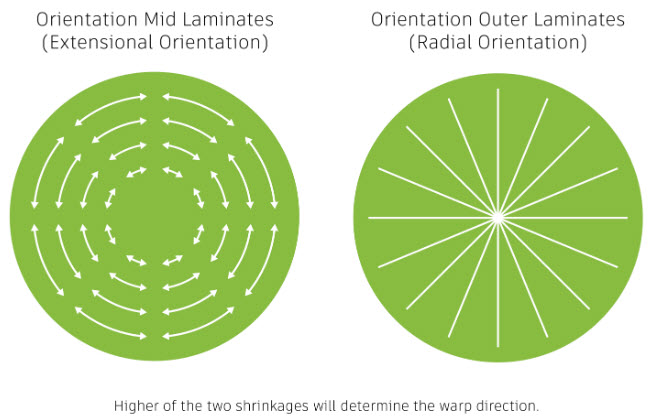
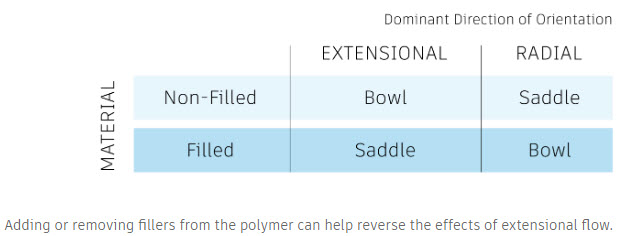
Όταν το εξάρτημα εμφανίζει εφέ επέκτασης προσανατολισμού στα μεσαία ελάσματα και εφέ ακτινικού προσανατολισμού στα εξωτερικά ελάσματα, όποιος τύπος συρρίκνωσης είναι υψηλότερος θα καθορίσει την κατεύθυνση της στρέβλωσης. Αυτό συσχετίζεται επίσης με το εάν το υλικό είναι γεμάτο (βλ. Εικόνα 5).
Παροδική ροή
Ένα άλλο αποτέλεσμα προσανατολισμού που πρέπει να γνωρίζετε είναι η παροδική ροή ή η υπορροή. Αυτό αναφέρεται σε ένα μέτωπο ροής που αλλάζει κατεύθυνση κατά τη διάρκεια της πλήρωσης, συνήθως λόγω ανισορροπίας πλήρωσης. Η αλλαγή κατεύθυνσης δημιουργεί διακυμάνσεις στη συρρίκνωση που δημιουργούν υπολειπόμενη εσωτερική τάση στο εξάρτημα. Όσο μεγαλύτερη είναι η διαφορά ροής μεταξύ της παράλληλης και της κάθετης διεύθυνσης, τόσο μεγαλύτερες θα είναι οι εσωτερικές τάσεις και τόσο μεγαλύτερη παραμόρφωση θα παρουσιάζει το τμήμα. Ένας άλλος τρόπος για να περιγραφεί αυτή η κατάσταση είναι η «ανισότροπη συρρίκνωση», η οποία περιγράφει τη συρρίκνωση που ποικίλλει ανάλογα με την κατεύθυνση, σε αντίθεση με την «ισότροπη συρρίκνωση» που είναι η ίδια σε όλες τις κατευθύνσεις.
Η διαφορά μεταξύ ισότροπης και ανισότροπης συρρίκνωσης μπορεί να αλλάξει τη συνολική επίδραση της συρρίκνωσης στο σχήμα του εξαρτήματος.
Πώς μπορεί να βοηθήσει η προσομοίωση
Η διαχείριση της συρρίκνωσης είναι μια περίπλοκη εργασία, δεδομένου του αριθμού των παραγόντων που εμπλέκονται και του τρόπου με τον οποίο ο καθένας μπορεί να επηρεάσει τους άλλους. Το λογισμικό προσομοίωσης μπορεί να διευκολύνει αυτήν την εργασία επιτρέποντας στους μηχανικούς να αντιμετωπίσουν το πρόβλημα νωρίτερα στον κύκλο σχεδιασμού του προϊόντος.
Η χρήση εργαλείων προσομοίωσης (όπως το Autodesk Moldflow) σάς επιτρέπει να ρυθμίζετε και να εκτελείτε αναλύσεις για να απεικονίσετε πόση συρρίκνωση να περιμένετε, δεδομένων του τρέχοντος υλικού, του σχεδιασμού και των αναμενόμενων συνθηκών επεξεργασίας. Τα αποτελέσματα μπορούν να κλιμακωθούν για ευκολότερη ερμηνεία. Στη συνέχεια, οι μηχανικοί μπορούν να αλλάξουν τις συνθήκες επεξεργασίας ή το σχεδιασμό εξαρτημάτων και να εκτελέσουν ξανά την προσομοίωση για να δουν πόσο μειώνεται η συρρίκνωση. Τα εργαλεία προσομοίωσης καθιστούν επίσης ταχύτερη και ευκολότερη την εξέταση ενός ευρύτερου φάσματος πιθανών λύσεων, όπως η αλλαγή του υλικού ή του μεγέθους του καλουπιού, τα οποία είναι πιο βολικά από την αντιμετώπιση της συρρίκνωσης αφού έχει ήδη συμβεί.
Είναι επίσης σημαντικό να θυμάστε ότι η συρρίκνωση είναι αναπόφευκτη. Ωστόσο, η κατανόηση του πώς και γιατί το πλαστικό συρρικνώνεται δίνει στους μηχανικούς ένα πλεονέκτημα όταν προσπαθούν να ελέγξουν την επίδρασή του σε ένα εξάρτημα και να αναπτύξουν μια κατάλληλη λύση που να ταιριάζει με τον προϋπολογισμό και το πρόγραμμά σας.
https://emake.gr/%ce%b4%cf%85%ce%bd%ce%b1%ce%bc%ce%b9%ce%ba%ce%ae-%cf%80%ce%bf%cf%85-%ce%b5%cf%80%ce%b7%cf%81%ce%b5%ce%ac%ce%b6%ce%b5%ce%b9-%cf%84%ce%b7-%cf%83%cf%85%cf%81%cf%81%ce%af%ce%ba%ce%bd%cf%89%cf%83%ce%b7/





0 Σχόλια