
https://emake.gr/wp-content/uploads/Injection-Molding-The-Causes-of-Warpage.jpg
Η αναγνώριση της στρέβλωσης είναι μία από τις ευκολότερες πτυχές της χύτευσης με έγχυση. Η κατανόηση της αιτίας είναι λίγο πιο περίπλοκη. Ακολουθεί μια προσεκτική ματιά στις πηγές της στρέβλωσης και πώς να το αποτρέψετε.
Οποιοσδήποτε, συμπεριλαμβανομένου του μέσου καταναλωτή, μπορεί να ανιχνεύσει πότε ένα εξάρτημα που θα έπρεπε να είναι φυσικά επίπεδο είναι λυγισμένο ή στριμμένο αμέσως μετά την κατασκευή. Εάν αυτό το στρεβλό μέρος κατασκευάστηκε μέσω πλαστικής χύτευσης με έγχυση, αυτό σημαίνει ότι θα μπορούσε να είχε υπάρξει μια ευκαιρία να μειωθεί ή ακόμη και να αποτραπεί η ακούσια κάμψη.
Το πρώτο βήμα είναι να κατανοήσετε γιατί το εξάρτημα στραβώνει, κάτι που είναι πολύπλοκο, αλλά είναι απαραίτητο για την άμβλυνση του προβλήματος. Η εκμάθηση των εννοιών πίσω από την πλαστική παραμόρφωση μπορεί να οδηγήσει στην ανάπτυξη μιας προσέγγισης για τη μείωσή της. Και με τη βοήθεια της τεχνολογίας —όπως το λογισμικό προσομοίωσης χύτευσης με έγχυση πλαστικού Autodesk Moldflow— οι μηχανικοί μπορούν να επικυρώσουν αυτές τις λύσεις προτού ο κατασκευαστής κόψει τον χάλυβα καλουπιού.
Πλαστική Συρρίκνωση
Η συρρίκνωση του υλικού κατά τη διάρκεια και μετά την κατασκευή παίζει σημαντικό ρόλο στο γιατί παραμορφώνονται τα πλαστικά μέρη που έχουν χυτευθεί με έγχυση. Πριν βουτήξουμε στη στρέβλωση εξαρτημάτων, είναι σημαντικό να κατανοήσουμε πώς και γιατί συρρικνώνονται τα πλαστικά υλικά. Για να γίνει αυτό, πρέπει να ξεκινήσουμε από το μοριακό επίπεδο με μια προσεκτική ματιά στο τι συμβαίνει όταν τα πλαστικά λιώνουν και κρυώνουν. Ως επί το πλείστον, τα χαρακτηριστικά τήξης και ψύξης εξαρτώνται από τον τύπο του πολυμερούς και από το εάν υπάρχει πληρωτικό ή ενισχυτικό ινών.
Εμφανίζεται ένα στιγμιότυπο οθόνης από το Autodesk Moldflow που δείχνει ένα στρεβλό πλαστικό μέρος χυτευμένο με έγχυση.
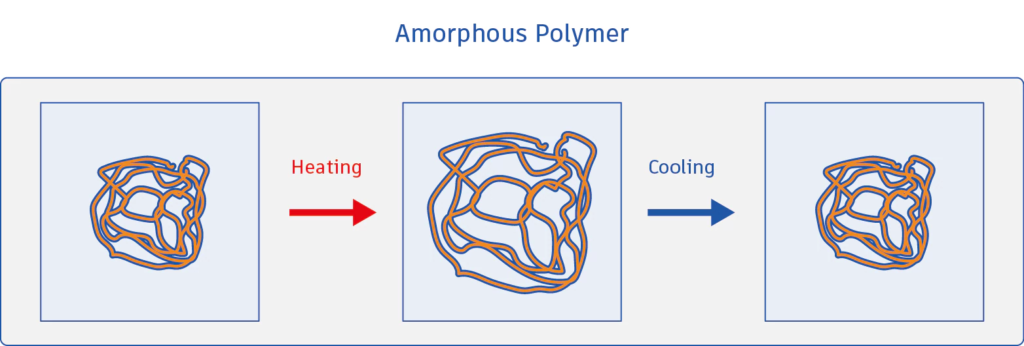
1. Άμορφα Υλικά
Ένας τύπος πολυμερούς αναφέρεται ως άμορφο, το οποίο περιλαμβάνει υλικά όπως ABS, πολυστυρόλιο και πολυανθρακικό, μεταξύ άλλων. Έχουν έναν τυχαίο και μπερδεμένο μοριακό προσανατολισμό στη φυσική τους κατάσταση, σαν ένα μπολ με μακαρόνια. Καθώς αυτά τα υλικά λιώνουν, οι δυνάμεις μεταξύ των μορίων εξασθενούν και απομακρύνονται το ένα από το άλλο. Επιπλέον, η διάτμηση που παρουσιάζεται κατά τη φάση της έγχυσης (η οποία είναι παρόμοια με την τριβή) αναγκάζει τα μεμονωμένα μόρια να ξετυλίγονται και να ευθυγραμμίζονται με την κατεύθυνση της ροής. Όταν η ροή σταματά, τα μόρια χαλαρώνουν και επιστρέφουν σε κατάσταση τυχαίου προσανατολισμού. Οι διαμοριακές δυνάμεις τους τραβούν πιο κοντά μέχρι να πέσει η θερμοκρασία αρκετά ώστε να παγώσουν στη θέση τους. Αυτές οι δυνάμεις οδηγούν σε ομοιόμορφη συρρίκνωση, αλλά το φαινόμενο χαλάρωσης προκαλεί μεγαλύτερη συρρίκνωση προς την κατεύθυνση της ροής.
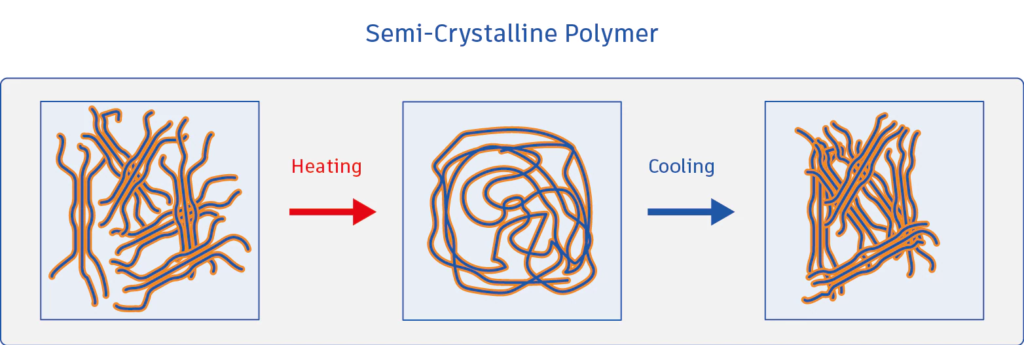
2. Ημικρυσταλλικά Υλικά
Σε αντίθεση με τα άμορφα υλικά, τα ημικρυσταλλικά υλικά έχουν περιοχές με πολύ διατεταγμένες, σφιχτά δεσμευμένες μοριακές δομές. Όταν λιώνουν, οι κρυσταλλικές δομές χαλαρώνουν και τα μόρια ευθυγραμμίζονται με την κατεύθυνση της ροής, όπως τα άμορφα πολυμερή. Όταν όμως κρυώσουν τα υλικά, δεν χαλαρώνουν. Αντίθετα, διατηρούν τον προσανατολισμό τους προς την κατεύθυνση της ροής και τα μόρια αρχίζουν να ανακρυσταλλώνονται, με αποτέλεσμα σημαντικά υψηλότερους ρυθμούς συρρίκνωσης. Σε αυτή την περίπτωση, όμως, το αποτέλεσμα είναι πολύ μεγαλύτερο στην κατεύθυνση κάθετη στη ροή.
3. Υλικά ενισχυμένα με ίνες
Οι ίνες συχνά συνδυάζονται σε ένα πολυμερές υλικό για να προσθέσουν αντοχή και άλλες ιδιότητες. Όταν οι ίνες εισάγονται στο πλαστικό, μπορεί να εξουδετερώσουν τα φαινόμενα συρρίκνωσης λόγω του μοριακού προσανατολισμού που περιγράφεται παραπάνω. Οι ίνες δεν διαστέλλονται ούτε συστέλλονται καθώς αλλάζει η θερμοκρασία, επομένως τα υλικά γεμάτα με ίνες συνήθως παρουσιάζουν μειωμένη συρρίκνωση προς την κατεύθυνση του προσανατολισμού τους.
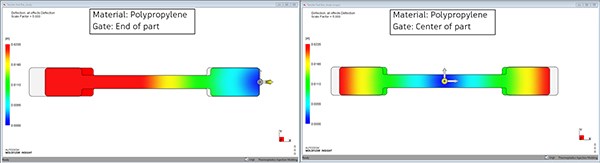
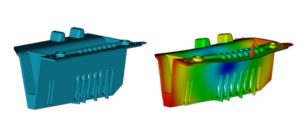
Αυτό δείχνει την προσομοίωση Moldflow σε μια συρρίκνωση εφελκυσμού πολυπροπυλενίου χωρίς ίνες γυαλιού σε δύο θέσεις πύλης: στο άκρο του τμήματος (αριστερά) και στο κέντρο του τμήματος (δεξιά).
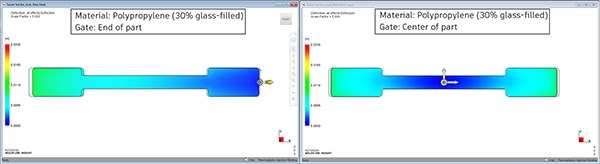
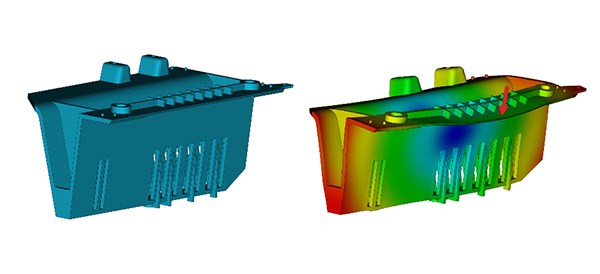
Αυτό δείχνει προσομοίωση Moldflow μιας συρρίκνωσης εφελκυστικής ράβδου πολυπροπυλενίου με ίνες γυαλιού σε δύο θέσεις πύλης: το άκρο του τμήματος (αριστερά) και το κέντρο του τμήματος (δεξιά).
Πώς ποικίλλει η συρρίκνωση
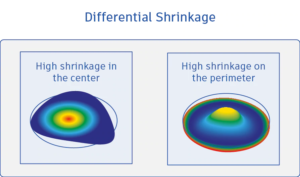
Η υποκείμενη αιτία της στρέβλωσης είναι απατηλά απλή: παραλλαγές στη συρρίκνωση. Με απλά λόγια, εάν ένα εξάρτημα συρρικνωθεί τέλεια ομοιόμορφα προς όλες τις κατευθύνσεις, γίνεται μικρότερο αλλά διατηρεί το σωστό σχήμα. Εάν, ωστόσο, οποιοδήποτε στοιχείο του εξαρτήματος συρρικνώνεται με διαφορετικό ρυθμό από οποιοδήποτε άλλο στοιχείο, η διαφορά δημιουργεί εσωτερικές τάσεις. Εάν αυτές οι τάσεις υπερβαίνουν τη δομική ακεραιότητα του εξαρτήματος, το εξάρτημα θα παραμορφωθεί όταν εκτιναχθεί από το καλούπι.
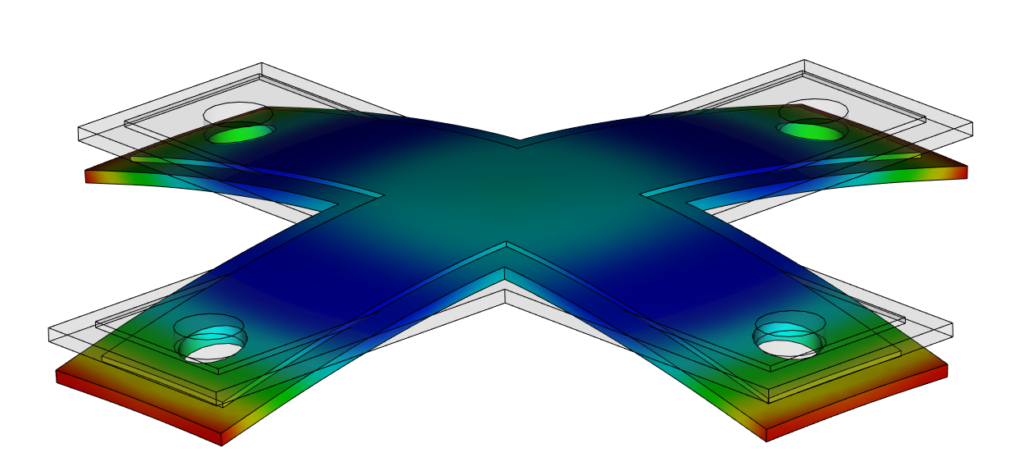
Παραλλαγή συρρίκνωσης ενός καλουπιού με έγχυση εξαρτήματος, όπως προσομοιώνεται στο Autodesk Moldflow.
Γενικά, υπάρχουν τέσσερις παραλλαγές συρρίκνωσης:
1. Περιφερειακό
Αυτό συμβαίνει όταν οι ρυθμοί συρρίκνωσης ποικίλλουν στο τμήμα μεταξύ των περιοχών που βρίσκονται πιο κοντά στην πύλη και των περιοχών που βρίσκονται πιο κοντά στο τέλος πλήρωσης (EOF). τυπικά αυτή η απόκλιση είναι μεταξύ των παχύτερων (περιοχή πύλης) και των λεπτότερων (EOF) περιοχών του εξαρτήματος. Μια περιοχή ουσιαστικά συρρικνώνεται περισσότερο από μια άλλη.
2. Μέσα από το πάχος
Κατά την εξέταση της διατομής του εξαρτήματος, αυτή η διαφορά συρρίκνωσης εμφανίζεται όταν η συρρίκνωση στο επάνω μέρος διαφέρει από αυτή του κάτω μέρους. Αυτή η διακύμανση μπορεί να προκαλέσει το εξάρτημα να λυγίσει επειδή η μία πλευρά μπορεί να συρρικνωθεί περισσότερο και, ως αποτέλεσμα, θα είναι μικρότερη σε σχέση με την άλλη πλευρά.
3. Κατευθυντική
Λόγω της μοριακής ευθυγράμμισης ή της ευθυγράμμισης των ινών, οι διαφορές στη συρρίκνωση μπορεί να προκύψουν τόσο παράλληλα όσο και κάθετα προς τον προσανατολισμό ή την κατεύθυνση ροής του υλικού. Όπως αναφέρθηκε προηγουμένως, ένα άμορφο υλικό τείνει να συρρικνώνεται περισσότερο προς την κατεύθυνση παράλληλη προς τη ροή. Για τα κρυσταλλικά υλικά, η συρρίκνωση είναι συνήθως μεγαλύτερη κάθετα στη ροή.
4. Σε επίπεδο έναντι πάχους
Τα πολυμερή τείνουν να συρρικνώνονται περισσότερο στην κατεύθυνση του πάχους παρά στο επίπεδο της επιφάνειας. Αυτό το αποτέλεσμα προκαλείται από συγκράτηση μούχλας (ή έλλειψη συγκράτησης μούχλας μέσω του πάχους του εξαρτήματος). Η διαφορά στη συρρίκνωση μεταξύ των κατευθύνσεων στο επίπεδο και στο πάχος μπορεί να προκαλέσει στρέβλωση, ιδιαίτερα στις γωνίες του εξαρτήματος, επειδή μερικές φορές είναι παχύτερες από το ονομαστικό πάχος τοιχώματος.
Γιατί συμβαίνουν παραλλαγές
Αν και είναι σαφές ότι οι ποικίλοι ρυθμοί συρρίκνωσης μπορούν να προκαλέσουν στρέβλωση, είναι επίσης σημαντικό να κατανοήσουμε γιατί εμφανίζονται αυτές οι διαφορές εξαρχής. Ακολουθούν πέντε από τους πιο συνηθισμένους λόγους:
1. Ρυθμοί ψύξης
Με οποιοδήποτε ημι-κρυσταλλικό υλικό, ένας υψηλός ρυθμός ψύξης οδηγεί σε λιγότερο χρόνο για να σχηματιστούν οι κρυσταλλικές δομές. Αυτό το φαινόμενο μειώνει τη συνολική ογκομετρική συρρίκνωση. Το ίδιο αποτέλεσμα ισχύει για τα άμορφα υλικά, αλλά επειδή υπάρχει μικρότερη συνολική συρρίκνωση, ο βαθμός στον οποίο οι υψηλοί ρυθμοί ψύξης μειώνουν τη συρρίκνωση μειώνεται.
2. Προσανατολισμός λόγω πλήρωσης
Αρχικά, ο προσανατολισμός των μακρών, χορδών μορίων πολυμερούς προκαλείται από διατμητική τάση κατά τη ροή. Όταν το πολυμερές είναι ακόμα σε υψηλή θερμοκρασία και αφαιρείται η διατμητική τάση, ο προσανατολισμός θα χαλαρώσει. (Ο προσανατολισμός κλειδώνεται μόνο όταν η διάτμηση και η κατάψυξη συμβαίνουν ταυτόχρονα.) Όταν αυτή η χαλάρωση συμβαίνει σε άμορφα υλικά, υπάρχει γενικά μεγαλύτερη συρρίκνωση παράλληλα με τη ροή. Επειδή τα μόρια των κρυσταλλικών υλικών είναι ευθυγραμμισμένα προς την κατεύθυνση της ροής, η περισσότερη κρυστάλλωση θα συμβεί κάθετα στη ροή, προκαλώντας μεγαλύτερη συρρίκνωση προς αυτή την κατεύθυνση.
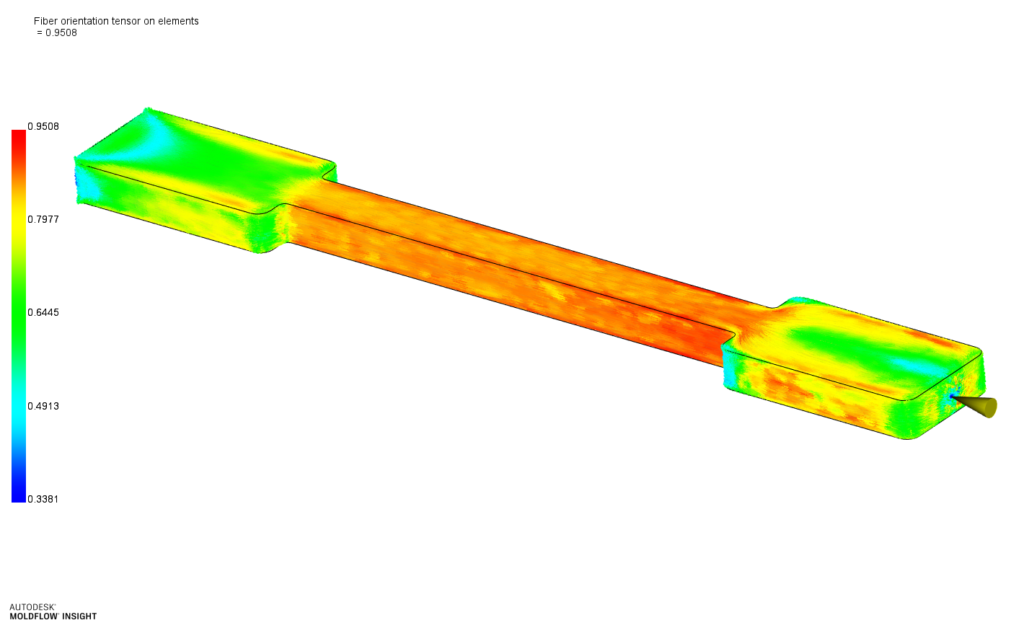
Στιγμιότυπο οθόνης της Autodesk Moldflow που δείχνει τον προσανατολισμό της ίνας. Κόκκινο = οι ίνες προσανατολίζονται μαζί με τη ροή. Μπλε = προσανατολισμένο κάθετα στη ροή.
3. Συγκράτηση καλουπιών
Ενώ το μέρος είναι στο καλούπι, δεν μπορεί να συρρικνωθεί εντός του επιπέδου της επιφάνειάς του — αλλά μπορεί να συρρικνωθεί προς την κατεύθυνση του πάχους του. Αυτό έχει δύο αποτελέσματα. Πρώτον, υπάρχει μεγαλύτερη συρρίκνωση στην κατεύθυνση του πάχους. Δεύτερον, το πολυμερές συσσωρεύει τάσεις στο επίπεδο της επιφάνειάς του. Μετά την εκτίναξη, αυτές οι τάσεις μπορεί να χαλαρώσουν καθώς το εξάρτημα συνεχίζει να ψύχεται, προκαλώντας παραμόρφωση. Όσο υψηλότερη είναι η θερμοκρασία του καλουπιού, τόσο χαμηλότερος είναι ο ρυθμός ψύξης και τόσο περισσότερες πιέσεις χαλαρώνουν από το εξάρτημα. Η συγκράτηση μούχλας εξαρτάται επίσης από το υλικό. Τα υλικά που αντιστέκονται στον ερπυσμό (και χαλαρώνουν πιο αργά) έχουν υψηλότερη γραμμική συρρίκνωση, ενώ τα υλικά που χαλαρώνουν πιο γρήγορα έχουν χαμηλότερη γραμμική συρρίκνωση.
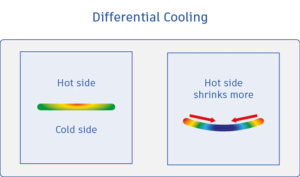
4. Διαφορές θερμοκρασίας μέσω του πάχους
Όταν η θερμοκρασία του καλουπιού στη μία πλευρά της διατομής είναι διαφορετική από την άλλη, η συρρίκνωση δεν θα είναι ομοιόμορφη από πλευρά σε πλευρά. Ουσιαστικά, το επίπεδο στη μία πλευρά του τμήματος θα συρρικνωθεί περισσότερο, με αποτέλεσμα να είναι μικρότερο από την άλλη πλευρά, δημιουργώντας μια ροπή κάμψης που μπορεί να οδηγήσει σε στρέβλωση.
5. Παραλλαγές πάχους και ανομοιόμορφη συσκευασία
Όταν υπάρχουν διαφορετικά πάχη του εξαρτήματος, οι παχιές περιοχές θα χρειαστούν περισσότερο χρόνο για να κρυώσουν, γεγονός που μπορεί να οδηγήσει σε μεγαλύτερη συρρίκνωση. Παρόμοιο αποτέλεσμα συμβαίνει με περιοχές που βρίσκονται μακριά από την πύλη. Εάν χρησιμοποιείται σταθερό προφίλ πλήρωσης, οι περιοχές πιο κοντά στην πύλη θα είναι πιο πυκνές και ψυχρές με διαφορετικό ρυθμό από τις περιοχές μακρύτερα από την πύλη, προκαλώντας διακύμανση συρρίκνωσης.
Πώς μπορεί να βοηθήσει η προσομοίωση
Η διαχείριση του warpage είναι μια περίπλοκη εργασία, δεδομένου του αριθμού των παραγόντων που εμπλέκονται και του τρόπου με τον οποίο ο καθένας μπορεί να επηρεάσει τους άλλους. Το λογισμικό προσομοίωσης μπορεί να διευκολύνει αυτήν την εργασία επιτρέποντας στους μηχανικούς να αντιμετωπίσουν το πρόβλημα νωρίτερα στον κύκλο σχεδιασμού του προϊόντος.
Η χρήση εργαλείων προσομοίωσης, όπως το Autodesk Moldflow, επιτρέπει στους μηχανικούς να ρυθμίζουν και να εκτελούν αναλύσεις για να οπτικοποιήσουν πόση συρρίκνωση και παραμόρφωση θα περιμένουν, δεδομένου του τρέχοντος υλικού, του σχεδιασμού και των αναμενόμενων συνθηκών επεξεργασίας. Μέσω των εργαλείων οπτικοποίησης, τα αποτελέσματα μπορούν να κλιμακωθούν και να στερεωθούν για ευκολότερη ερμηνεία και σύγκριση με άλλες προσομοιώσεις.
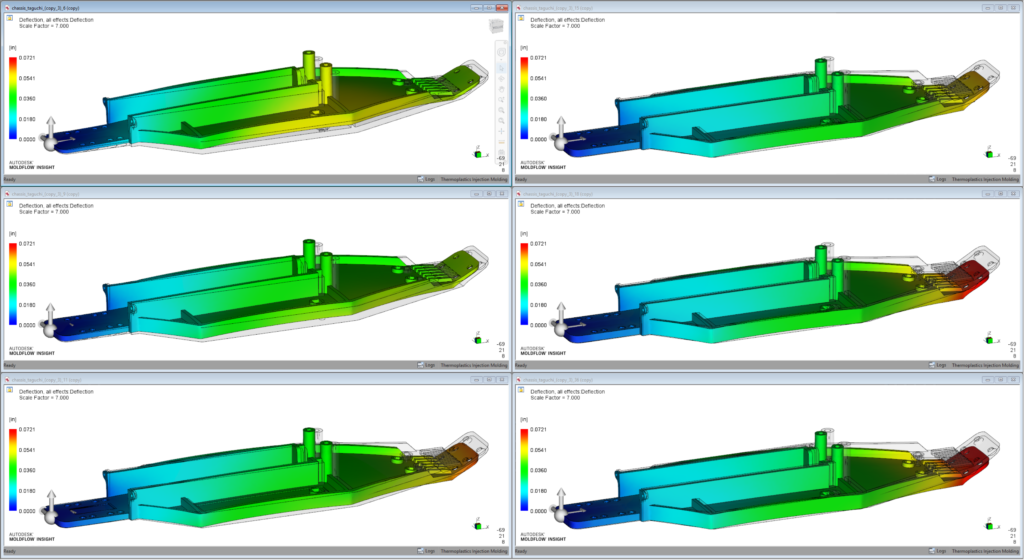
Εμφανίζεται μια προσομοίωση Moldflow που συγκρίνει διάφορες επιλογές επεξεργασίας και τα αποτελέσματά τους στη στρέβλωση μερών.
Η επανάληψη σχεδίων μέσω χειροκίνητων ή αυτοματοποιημένων ροών εργασίας επιτρέπει στους μηχανικούς να αλλάξουν τις συνθήκες επεξεργασίας ή τον σχεδιασμό εξαρτημάτων για να εντοπίσουν έναν συνδυασμό που παράγει ένα αποδεκτό ανταλλακτικό. Οι αυτοματοποιημένες αναλύσεις βελτιστοποίησης του Moldflow παρέχουν άμεση ανατροφοδότηση σχετικά με την επίδραση του σχεδιασμού, του υλικού και των αλλαγών της διαδικασίας προς τη στρέβλωση μερών.
Οι προσομοιώσεις ροής καλουπιού καθιστούν επίσης ταχύτερη και ευκολότερη την εξέταση ενός ευρύτερου φάσματος πιθανών λύσεων, όπως η αλλαγή του υλικού ή η ψύξη του καλουπιού, των οποίων είναι πιο βολικό από το να αντιμετωπίζουμε τη στρέβλωση μετά τη χύτευση ενός εξαρτήματος.
Τελικές σκέψεις
Αυτό που κάνει το warpage τόσο δύσκολο στη διάγνωση είναι ότι πολύ σπάνια υπάρχει μία απάντηση. Στις περισσότερες περιπτώσεις, τα πολλαπλά αποτελέσματα μπορεί να εξουδετερώνουν ή να υπερβάλλουν το ένα το άλλο, καθιστώντας δύσκολη την απομόνωση της συνεισφοράς κάθε αποτελέσματος. Η κατανόηση του πώς και γιατί το πλαστικό στημόνι δίνει στους μηχανικούς ένα πλεονέκτημα όταν αναλύουν μέσω προσομοίωσης να αναπτύξουν μια κατάλληλη λύση που να είναι σύμφωνη με τον προϋπολογισμό και το πρόγραμμά τους.
https://emake.gr/injection-molding-the-causes-of-warpage/





0 Σχόλια